Ультразвуковая сварка
При ультразвуковой сварке соединение образуется под воздействием механических колебаний высокой частоты и усилия сдавливания. Механизм процесса отчасти аналогичен сварке трением.
Свариваются ультразвуком чаще всего тонкие листы (0,05—0,6 мм) в отдельных точках или сплошным швом, как при точечной и шовной контактной сварке. Принцип ультразвуковой сварки заключается в том что, соединяемые листы сдавливаются пуансоном (роликами), к которому от магнито-стрикционного генератора поступают ультразвуковые колебания. Под действием ультразвуковых колебаний вблизи места сварки в металле возникают сдвиговые деформации, которые разрушают окисные поверхностные пленки, затрудняющие образование соединения, и обнажают «чистые», только что образовавшиеся — ювенильные поверхности металла. Атомы таких поверхностей имеют свободные связи, с помощью которых они могут вступать во взаимосвязь с атомами поверхности другого твердого тела и образовывать сварное соединение. В процессе ультразвуковой сварки наблюдается местный разогрев контакта между свариваемыми деталями, что способствует образованию связей между поверхностями свариваемых деталей. Металл не нагревается до плавления, и сварка происходит в твердом состоянии.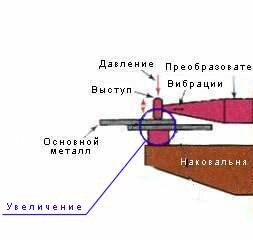
Ультразвуковой сваркой свариваются различные металлы, пластмассы, полиэтиленовые и другие пленки.
При ультразвуковой сварке металлов основными, определяющими факторами являются нагрев, уменьшающий твердость и повышающий пластичность металла, и давление, создающее пластическую деформацию и способствующее тесному сближению атомов соединяемых частей. Использование нагрева и давления хорошо выражено в «классическом» способе прессовой сварки. При усилении нагрева до расплавления металла можно не прилагать давление, например, в случае дуговой или газовой сварки.
Холодная сварка
Возможен и противоположный крайний случай, когда значительное повышение давления сделает ненужным нагрев металла и он будет свариваться на холоде. Такой способ, получивший название холодной сварки, как показывает опыт, осуществим не только при комнатной температуре, но и при температуре жидкого азота (около —190° С). Для холодной сварки необходимо сблизить поверхностные атомы соединяемых частей до очень малых расстояний, или, говоря упрощенно, привести их в соприкосновение. При этом силы межатомного взаимодействия создают монолитное соединение, столь же прочное, как и цельный металл.
Осуществлению холодной сварки препятствуют жировые и окисные пленки на поверхности металла, в особенности мономолекулярная пленка из адсорбированных газовых молекул. Жировые и окисные пленки легко удаляются обычными способами очистки; пленку адсорбированных газов удалить очень трудно, так как после очистки она восстанавливается на воздухе за миллиардные доли секунды. Сохранить чистую поверхность на сколько-нибудь продолжительное время можно, лишь производя очистку в высоком вакууме, не ниже 10~8 мм рт. ст. Подобный прием слишком сложен, и вместо него, чтобы произвести холодную сварку, прибегают к значительной пластической деформации, заставляя металл течь вдоль поверхности раздела. При этом смывается и удаляется наружный слой и обнажаются ювенильные поверхности, немедленно срастающиеся в одно целое при сжатии достаточно высоким давлением.
По форме получаемых соединений при холодной сварке различают, аналогично контактной сварке, стыковую, точечную и шовную, или роликовую холодную сварку. Пока что метод холодной сварки находится в стадии перехода от лабораторных исследований к промышленному применению. Из обычных металлов лучше всего сваривается этим способом алюминий, удовлетворительно — медь, никель, серебро. Место после холодной сварки всегда прочнее основного металла, так как образуется значительный наклеп в зоне сварки. Холодная сварка применяется в электротехнике для соединения проводов, а также при производстве различных изделий из алюминия и его сплавов.
Этот метод имеет некоторые принципиальные преимущества, еще слабо используемые промышленностью. Скорость холодной сварки может достичь такой величины, что значительные объемы работ будут теоретически выполнимы за малую долю секунды. Данный способ бездиффузионный, поэтому при сварке разнородных металлов не образуется переходной зоны с хрупкими интерметаллическими соединениями, что в ряде случаев имеет важное практическое значение.
Некоторые преимущества холодной сварки реализует сварка взрывом, особенно удобная для соединения значительных поверхностей, например для получения двухслойного металла из двух различных листов. Листы укладываются один на другой, на верхнем равномерно размещается по поверхности заряд взрывчатки, который подрывается с одного конца запалом. Взрывная волна распространяется по поверхности листа и создает огромные давления. Поверхности в несколько квадратных метров соединяются за тысячные доли секунды. Этот способ начинает внедряться в промышленность.
Диффузионная сварка
Своеобразным по своим физическим основам способом является диффузионная сварка. Диффузия в металлах часто играет существенную роль при сварке — иногда положительную, повышая прочность соединения, иногда отрицательную, способствуя образованию хрупких соединений и т. д.
Принцип диффузионной сварки заключается в том что с повышением температуры и времени нагрева ускоряется диффузия и увеличивается количество продиффундировавшего материала. Диффузия практически не наблюдается лишь при холодной сварке, наибольшего же развития она достигает при некоторых видах прессовой сварки.
Давление сминает неровности сопрягаемых поверхностей и обеспечивает плотное их прилегание. Затем начинается интенсивная диффузия с переходом атомов через поверхность раздела и образованием прочного соединения. Процесс диффузионной сварки заканчивается через 5 — 20 минут после достижения необходимой температуры.
Диффузионная сварка позволяет соединять многие трудно свариваемые металлы и некоторые неметаллические материалы. С помощью диффузионной сварки, например, прочно сварить сталь с графитом или алундом (окись алюминия). По признаку одновременного использования нагрева и давления диффузионная сварка близка к прессовой. Недостатком ее является сложность аппаратуры и процесса, а также большая длительность последнего, связанная с медленностью диффузии в твердых телах.
|

