|
Основными отличительными свойствами привода механизма подачи являются: способ настройки скорости электродной проволоки и способ поддержания выбранной скорости при изменении условий сварки, изменение сопротивления на пути движения проволоки, колебания напряжения питающей сети, изменения длины дуги вследствие того, что сварщик держит горелку на весу, и т. д.
Различают механизмы с постоянной, независимой от напряжения дуги, скоростью подачи и механизмы с автоматическими регуляторами, воздействующими на эту скорость.
Механизмы с постоянной скоростью подачи, достаточно простые по конструкции, основаны на явлении саморегулирования дуги (см. § 1). Режим горения дуги задается настройкой скорости подачи электрода.
В зависимости от способа настройки режима различают механизмы со ступенчатым или плавным регулированием скорости подачи. В первом случае применен асинхронный двигатель и редуктор со сменными элементами или коробкой скоростей, во втором - асинхронный двигатель с фрикционным вариатором или двигатель постоянного тока с регулируемым числом оборотов.
В общем виде скорость подачи равна: Vэ=dp/5,3·nмот/i·z1/z2 м/ч,
где: dp - расчетный диаметр подающего ролика, мм; nмот - число оборотов двигателя, об/мин; i - передаточное число редуктора; z1 и z2 - число зубьев сменных шестерен.

Рис. 2 Схемы механизмов подачи:
а - с коробкой скоростей, б - с вариатором Светозарова; 1, 2 - шпонки скользящие, 3 - штанги, 4 - шестерни, 5 - двигатель, 6 - звено ведущее, 7 - звено ведомое, 8 - звено промежуточное
На рис. 1 показана электрокинематическая схема привода со сменными шестернями. Проволока подается роликами 1 и 2, вращаемыми асинхронным двигателем Ма через редуктор с двумя червячными парами 3 и4 я сменными шестернями 5. Двигатель Ма питается от сети через понижающий трансформатор ТП с первичным напряжением 380 В и вторичным - 36 В.
Схема аппарата обеспечивает подачу электродной проволоки вперед и назад при наладке и подачу проволоки в процессе сварки. Нажатием кнопки К1 или К2 включаются нормально открытые контакты реле Р и питание подается на двигатель Мп. Направление проволоки изменяется переключателем ПП. Проволока подается до тех пор, пока нажата кнопка К1 или К2, одна из которых установлена на электрододержателе, другая на механизме подачи. Меняя шестерни 5, можно получить заданную скорость подачи.
Аппараты, снабженные механизмами подачи со сменными шестернями или сменными роликами, широко применяют в серийном или массовом производстве, где режим сварки перестраивается относительно редко п где решающее значение имеет стабильность режима, простота и надежность оборудования. В индивидуальном производстве часто приходится менять режим сварки, поэтому используют коробки скоростей и вариаторы (механические или электрические). В первом случае настройка скорости подачи ступенчатая, во втором - плавная. На рис. 2, а показана схема механизма с коробкой скоростей, в которой скорость подачи настраивается при помощи двух выдвижных (скользящих) шпонок 1 и 2, включающих под действием пружин различные шестерни кинематической цепи. Шпонки перемещаются совместно со штангами 3, снабженными кольцевыми рейками. Маховики ведущих шестерен 4 имеют фиксаторы заданного положения. Такие механизмы мало распространены вследствие трудности создания малогабаритного и легкого, надежно работающего устройства с широким диапазоном регулирования. По тем же причинам ограничено применение фрикционных вариаторов. На рис. 20 ,6 показана схема вариатора системы Светозарова. Промежуточное звено 8 соприкасается с ведущим 6 и ведомым 7 звеньями вариатора. В зависимости от положения звена 8 радиусы R1 и R2 звеньев 6 и7 различны, что при одинаковой окружной скорости приводит к разному числу оборотов звена 7.
Эксплуатация вариаторов сложна, так как фрикционные элементы быстро изнашиваются, их коэффициент трения не стабилен, они чувствительны к загрязнениям. Поэтому больше распространены подающие механизмы, работающие от двигателей постоянного тока с плавным регулированием скорости вращения. Для этой цели служат различные схемы - от простейших до схем, снабженных стабилизаторами оборотов. Наиболее простые схемы с реостатом в цепи якоря или обмотки возбуждения имеют небольшой диапазон регулирования и мягкие механические характеристики привода (скорость вращения двигателя значительно уменьшается при возрастании нагрузки на валу). Применение схем, основанных на изменении тока в обмотке возбуждения, целесообразно только в тех случаях, когда она питается от независимого источника с запасом мощности и с жесткой характеристикой.
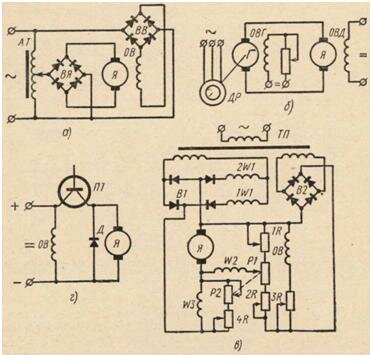
Рис. 29. Электрические схемы механизмов подачи с двигателями постоянного тока:
а - с автотрансформатором, б - с регулируемым генератором, в - с магнитным усилителем, г - с транзистором
Следует отметить, что с точки зрения стабильности режима сварки привод аппаратов, основанных на явлении саморегулирования дуги, должен иметь достаточно жесткие механические характеристики. Поэтому указанные выше схемы регулирования довольно редки.
Широко распространены схемы с регулированием напряжения на стороне переменного тока, подаваемого через полупроводниковый выпрямитель ВЯ на якорь Я двигателя подачи (рис. 3, а). Обмотка возбуждения ОВ питается постоянным напряжением от отдельного выпрямителя ВВ. Часто для плавного регулирования применяют автотрансформатор АТ, питаемый непосредственно от сети или через стабилизатор. Диапазон регулирования скорости таких схем может достигать 1 :3, а при некотором запасе мощности двигателя до 1:5. Достаточно большой диапазон скоростей дает привод, работающий по схеме «генератор - двигатель» (рис. 3, 6), где регулирование осуществляется изменением напряжения генератора Г, подаваемого на якорь Я двигателя. При этом ток в обмотке возбуждения ОВД двигателя не изменяется. Недостаток этого привода, состоящего из трех двигателей, - громоздкость, высокая стоимость изготовления и эксплуатации.
Регулирование скорости вращения двигателя в приводах с магнитным усилителем (рис. 3, е) осуществляется изменением сопротивления в цепи якоря Я. Регулируемое индуктивное сопротивление (магнитный усилитель) включено в цепь якоря по переменному току - до выпрямителя. Привод питается через понижающий трансформатор ТП. Одна из вторичных обмоток питает якорь двигателя через дроссельные обмотки 1W1 и 2W1 и выпрямитель В1. Обмотки включены в цепь выпрямителя В1, что создает внутреннюю положительную обратную связь; мощность, необходимая для подмагничивания усилителя, уменьшается. Управляющая (подмагничивающая) обмотка W2 магнитного усилителя включена на разность двух напряжений: якоря и задающего потенциометра Р1. Если скорость вращения двигателя и напряжение на его якоре падают, то управляющий ток через обмотку W2 увеличивается, индуктивное сопротивление дроссельных обмоток уменьшается, восстанавливая напряжение якоря и скорость двигателя. Для повышения жесткости механических характеристик привода в схему введена положительная обратная связь по току (обмотка WЗ и сопротивления Р2, 4Р) якоря двигателя. Обмотка возбуждения ОВ и задающий потенциометр Р1 питаются от отдельного выпрямителя В2.
Эта схема обеспечивает диапазон регулирования 1 : 10 при хорошей жесткости механических характеристик.
Регулирование скорости двигателя можно производить с помощью периодически включаемых транзисторов ПТ в цепи якоря (рис. 3, г). Регулирование достигается изменением отношения времени пребывания во включенном состоянии к времени паузы. Для того чтобы коэффициент использования двигателя был достаточно высоким, ток в якоре должен быть непрерывным. Это достигается за счет шунтирующего диода Д и выбора частоты переключений триода ПТ.
Механизмы с постоянной скоростью подачи электрода, особенно с асинхронными трехфазными двигателями, просты и надежны в работе. К их недостаткам относится то, что они с трудом восстанавливают режим сварки при изменениях вылета электрода, колебаниях напряжения сети, нагреве обмоток источника питания. Установлено, что процесс саморегулирования дуги надежно происходит только при величине сварочного тока, превышающей определенное минимальное значение (выше кривой А на рис. 4). При сварочных токах, находящихся в интервале между кривыми А я Б, восстановление режима после случайных изменений недопустимо затягивается. Ниже кривой Б устойчивость горения дуги становится недостаточной для получения качественных соединений. При питании дуги постоянным током сварка возможна при более низких его значениях.
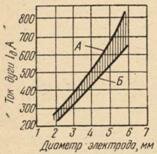
Рис. 4. Зависимость интенсивности саморегулирования дуги от диаметра проволоки
В тех случаях, когда режим сварки восстанавливается с трудом, применяют автоматические регуляторы. Однако несмотря на то, что сварщик держит горелку «на весу» и, следовательно, вылет электрода может колебаться в значительных пределах, процесс саморегулирования дуги протекает весьма интенсивно. Это связано с высокими плотностями тока, малой толщиной проволоки. Поэтому В сварочных полуавтоматах автоматические регуляторы скорости подачи применяют редко.
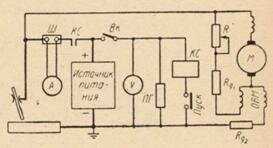
Рис. 5. Принципиальная схема сварочного аппарата А - 547У:
КС - контактор силовой, R - сопротивление, регулирующее скорость подачи, Rд1 и Rд2 - постоянные сопротивления, ПГ - подогреватель газа, Вк - выключатель, Ш - шунт, A - амперметр, V - вольтметр
На рис. 5 показана принципиальная схема сварочного полуавтомата А - 547У. Она содержит двигатель постоянного тока М, якорь и обмотки возбуждения ОВМ которого питаются напряжением сварочной дуги. Точность поддержания параметров дуги при таком регуляторе невысока, однако если источник имеет пологопадающую характеристику, он способствует повышению устойчивости процесса сварки, особенно при малых плотностях тока.
|

