|
Тиристорные трансформаторы (ТТ) - сравнительно новая группа источников питания дуги переменного тока, в основу которой положен способ фазового регулирования тока. Основным узлом ТТ является тиристорный фазорегулятор (ФР), работающий в комплекте с силовым трансформатором. Фазорегулятор состоит из двух встречно-параллельно соединенных тиристоров и системы управления фазой их включения.
Способ фазового регулирования переменного тока основан на преобразовании синусоидального тока в знакопеременные импульсы, амплитуда и длительность которых определяются углом (фазой) включения тиристоров. Этот способ, широко используемый в машинах контактной и шлаковой сварки, для дуговой сварки считался неприемлемым, поскольку в паузы между импульсами тока происходит быстрая деионизация дугового промежутка, затрудняющая повторные возбуждения дуги.
В последние годы разработан ряд конструкций ТТ, обеспечивающих достаточно высокую стабильность горения дуги и позволяющих реализовать достоинства фазового регулирования тока: снизить массу и упростить конструкцию силового трансформатора и всего источника в целом, сформировать внешние характеристики требуемого вида, стабилизировать режим сварки при различных возмущениях, управлять постоянной составляющей сварочного тока, обеспечить возможность автоматизации, программирования и модуляции режима сварки, обеспечить снижение выходного напряжения при холостом ходе.
Принципиальные силовые схемы тиристорных сварочных трансформаторов. Силовые схемы ТТ могут быть подразделены по двум основным признакам: способу обеспечения непрерывности процесса сварки и месту установки тиристорного фазорегулятора в первичной или вторичной цепи.
По первому признаку тиристорные трансформаторы делятся на две группы.
В трансформаторах одной группы сварочный ток 1 (рис 15, а) прерывистый. Длительность протекания тока е определяется углом зажигания силовых тиристоров ф, который здесь является также углом сдвига между током и напряжением холостого хода трансформатора и для надежного повторного возбуждения применена импульсная стабилизация горения дуги. В момент ф окончания бестоковой паузы на дугу накладывается стабилизирующий импульс тока. Тиристорный фазорегулятор совмещает функции управления током и коммутирующего элемента импульсного стабилизатора горения дуги.

Рис 15. Линейные диаграммы напряжения и токов сварочных трансформаторов с импульсной стабилизацией (а) и цепью подпитки {б)
В трансформаторах другой группы стабильность процесса сварки обеспечена непрерывностью сварочного тока. Для заполнения бестоковых пауз в интервалы непроводимости тиристоров использована специальная цепь, называемая цепью подпитки дуги, по которой проходит минимально необходимый для устойчивого процесса сварки ток.
В промышленных сварочных установках наибольшее распространение получили ТТ с прерывистым регулированием тока и импульсной стабилизацией, так как применение цепи подпитки связано с дополнительным расходом активных материалов, с применением дополнительного коммутатора в цепи подпитки для снятия напряжения холостого хода, а относительно низкая скорость нарастания тока подпитки при смене полярности обусловливает невысокие сварочные качества источников.
Размещение тиристорного фазорегулятора в первичной или вторичной (сварочной) цепи трансформатора во многом определяет конструкцию ТТ. Во всех случаях, когда не требуется управления постоянной составляющей сварочного тока, предпочтительно включать тиристоры в сравнительно слаботочную цепь первичной обмотки трансформатора. Кроме уменьшения габаритов регулятора и потерь в тиристорах, такое решение позволяет снизить или исключить потери холостого хода трансформатора, обеспечивает оперативные отключения его от питающей сети. Однако при включении тиристоров в первичную цепь трансформатора невозможно регулировать (компенсировать) постоянную составляющую сварочного тока, в трансформаторах с цепью подпитки уменьшается диапазон регулирования сварочного тока, повышаются требования к симметрии импульсов управления тиристорами, к надежности и электрической прочности цепей управления.
↑ наверх
Сварочные трансформаторы с цепью подпитки
По данным многочисленных экспериментов значение тока подпитки, достаточное для стабильного горения дуги, составляет: 10 - 15 А - для аргонодуговой сварки неплавящимся электродом алюминиевых сплавов при наличии импульсного стабилизатора дуги и напряжении холостого хода источника питания около 70 В; 10 - 15 А - для ручной дуговой сварки обмазанными электродами; 20 - 30 А - для автоматической сварки под флюсом.
Поскольку при смене полярности электродов ток дуги равен току цепи подпитки, очевидно, что параметры последней целиком определяют надежность повторных возбуждений дуги. Малое значение тока подпитки позволяет использовать для повышения стабильности горения дуги методы, традиционно считающиеся невыгодными по энергетическим или массогабаритным характеристикам: увеличение напряжения холостого хода источника, последовательный резонанс напряжений, формирование прямоугольной волны тока подпитки и т. п.
На рис 16, а, б представлены упрощенные схемы ТТ с цепью подпитки и тиристорами в цепи вторичной обмотки трансформатора. В схеме рис 16, а тиристоры шунтированы дросселем, реактивное сопротивление которого на порядок выше сопротивления рассеяния (иЬ силового трансформатора Т1.
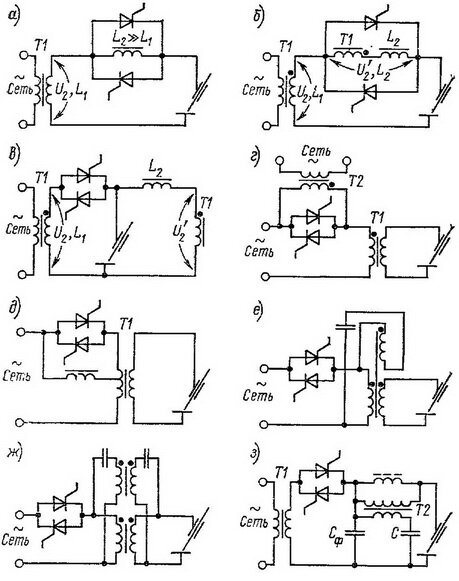
Рис 16. Схемы сварочных трансформаторов с цепью подпитки (а, б, в, г, д) и импульсной стабилизацией (е, ж, з)
Схемы ТТ, приведенные на рис 16, б, в, позволяют повысить напряжение холостого хода источника без заметного увеличения его установленной мощности. В цепь подпитки введена дополнительная обмотка силового трансформатора Т1. В схеме рис 16, б дополнительная обмотка включена последовательно и согласно с основной вторичной обмоткой Т1. В схеме рис 16, б дополнительная обмотка и дроссель подпитки включены параллельно нагрузке источника. Напряжение параллельно включенной цепи подпитки выше напряжения, что исключает возможность включения тиристоров на холостом ходу; во время сварки основная и подпиточная цепи развязаны дуговым падением напряжения.
Дополнительная обмотка и дроссель в схемах рис 16, б, в могут быть заменены отдельным трансформатором с напряжением холостого хода и требуемым реактивным сопротивлением или обмоткой силового трансформатора, имеющей слабую магнитную связь с первичной обмоткой (например, намотанной на дальнее ярмо).
На рис 16, г, д представлены схемы ТТ с цепью подпитки и тиристорным фазорегулятором в цепи первичной обмотки силового трансформатора. Непосредственное шунтирование тиристоров дросселем (или резистором в транс-. форматоре малой мощности) снижает напряжение первичной обмотки сварочного трансформатора в интервалы непроводимости тиристоров, что отрицательно влияет на устойчивость горения дуги. Для устранения этого явления может быть использован [5 ] вспомогательный трансформатор Т2 (рис 16, г) или автотрансформаторная схема с дросселем (рис 16, д).
↑ наверх
Сварочные трансформаторы с прерывистым питанием дуги
На рис 16, е, ж, 3 приведены схемы ТТ, в которых цепь подпитки исключена и режим горения дуги прерывистый [19]. В ТТ по схеме рис 16, е параллельно первичной обмотке силового трансформатора включена цепь, состоящая из конденсатора и дополнительной импульсной обмотки трансформатора, причем дополнительная обмотка расположена в зоне вторичной обмотки силового трансформатора, например намотана поверх нее, чтобы обеспечить достаточную магнитную связь между этими двумя обмотками. При включении любого из тиристоров конденсатор заряжается до текущего значения сетевого напряжения. Зарядный ток конденсатора проходит по дополнительной обмотке, трансформируется во вторичную цепь силового трансформатора и вызывает в дуговом промежутке импульс напряжения, достаточный для повторного возбуждения дуги. По окончании периода проводимости тиристора дуга гаснет, конденсатор разряжается на первичную обмотку силового трансформатора.
В следующий полупериод сетевого напряжения включается второй тиристор фазорегулятора, конденсатор заряжается в обратном направлении, его зарядный ток вызывает стабилизирующий импульс в межэлектродном промежутке и повторное возбуждение дуги.
Параметры стабилизирующего импульса определяются подбором соотношения витков импульсной и вторичной обмоток и емкостью конденсатора. Амплитуда импульса зависит от фазы включения тиристоров, однако, незначительно, поскольку в реальных ТТ с кратностью регулирования сварочного тока около двух фаза включения тиристоров изменяется в пределах 60 - 120°, что соответствует колебаниям амплитуды импульса приблизительно на 14 % от максимального значения. В тех же пределах колеблется относительно максимального значения и скорость нарастания сварочного тока при смене полярности!
Экспериментально установлено, что оптимальный коэффициент трансформации цепи стабилизирующего импульса равен единице; емкость конденсатора в трансформаторах для автоматической сварки под флюсом на токи 1000 и 2000 А, выполненных по схеме рис 16, е, составляет 10 мкФ, а в трансформаторах для ручной сварки на токи 315 - 500 А может быть снижена до 2 мкФ. В схеме рис 16, ж для получения тех же параметров импульса емкость конденсатора должна быть удвоена. Длительность стабилизирующего импульса т в зависимости от емкости конденсатора и режима сварки изменяется в пределах 20 - 100 мс.
Принцип импульсной стабилизации дуги прерывистого переменного тока может быть реализован и при установке тиристорного фазорегулятора во вторичной цепи сварочного трансформатора. На рис 16, з дана схема ТТ с устройством генерации высоковольтных импульсов, обеспечивающих первоначальное зажигание и повторное возбуждение дуги. В момент включения тиристора зарядный ток конденсатора С наводит во вторичной обмотке высоковольтного трансформатора Т2 импульс высокого напряжения, достаточный для пробоя межэлектродного промежутка. Конденсатор Сф защищает источник питания от перенапряжений.
На рис 18 приведены внешние характеристики тиристорных сварочных трансформаторов с цепью подпитки (а) и без нее (б) для углов зажигания φ от О до 120°. Кривая является внешней характеристикой цепи подпитки.

Рис 17. Осциллограмма стабилизирующего импульса трансформатора ТДФЖ-1002

Рис. 18, Внешние характеристики сварочных трансформаторов с цепью подпитки (а) и импульсной стабилизацией (б)
↑ наверх
Технологические особенности ТТ
Технологические особенности ТТ изучены недостаточно. Есть сведения [22, 42], что повышение плотности тока в электроде при сварке от ТТ, его резкое нарастание способствуют мелкокапельному переносу металла, при этом уменьшается выгорание примесей и перегрев изделия. Исследование микроструктуры и механических свойств швов показало, что при сварке знакопеременными импульсами в 1,5 - 2 раза сокращается зона термического влияния, уменьшается зернистость, повышается прочность и пластичность шва. Однако рост коэффициента формы сварочного тока при увеличении глубины регулирования неблагоприятно отражается на стойкости обмазки штучного электрода и износостойкости вольфрамового электрода: при дуге равной мощности при повышенном требуется электрод большего диаметра.
При автоматической сварке под флюсом в стандартных режимах из-за повышенной длины дуги появляется тенденция к порообразованию в швах, что вынуждает выполнять трансформаторы с разбивкой полного диапазона регулирования тока на ступени, рекомендовать сварку на пониженных на 10 - 15 % значениях действующего напряжения дуги. Установлено, что сварка плавящимся электродом дает удовлетворительные результаты при коэффициенте формы тока, не превышающем 1,4.
↑ наверх
Силовой сварочный трансформатор
Существенное достоинство ТТ - простота и надежность силового трансформатора. Отсутствие подвижных частей и стальных шунтов, требующих высокого качества сборки и подверженных вибрации, позволило сделать этот важнейший узел источника питания простым в изготовлении и долговечным в эксплуатации.
В ТТ получила распространение традиционная двух-стержневая конструкция трансформатора с фиксированным повышенным магнитным рассеянием (рис 22). Первичная и вторичная 2 обмотки состоят из двух катушек. На каждом стержне катушки и изоляционные колодки образуют многослойный набор, зажатый между нижними швеллерами и шпильками с опорой в верхних швеллерах. Расстояние между первичной и вторичной обмотками составляет 2 - 4 см.
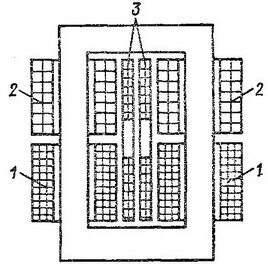
Рис 22. Силовой трансформатор с реакторной обмоткой
Для создания диапазона малых токов применена воздушная дисковая обмотка 3 (рис 22), установленная в окне трансформатора в плоскости, параллельной его стержням. Реакторная обмотка включается последовательно и согласно с первичной или последовательно и встречно со вторичной обмоткой трансформатора. Обратное включение реакторной обмотки, например согласно со вторичной обмоткой трансформатора, вызывает увеличение тока короткого замыкания.
↑ наверх
Режимы работы тиристоров в фазорегуляторе
Основным условием многолетней безаварийной работы ТТ является правильный выбор силовых тиристоров. При этом должны быть учтены тепловые нагрузки тиристоров в номинальном и максимальном режимах работы, технологические и аварийные перегрузки, циклические нагрузки, скорости нарастания напряжения и тока, особенности управления тиристорами. Во всех режимах работы тиристорного фазорегулятора, кроме аварийного, температура тиристора не должна превышать максимального значения Тmax= 125 °С.
В процессе сварки тиристоры испытывают кратковременные технологические перегрузки. Например, при коротком замыкании сварочной цепи в момент возбуждения дуги ток фазорегулятора увеличивается в 1,3 - 2 раза по сравнению с номинальным.
Наибольшему нагреву тиристоры подвергаются в аварийном режиме. Для ТТ с фазорегулятором в цепи первичной обмотки силового трансформатора аварийный режим наступает при потере управления одним из тиристоров. При этом происходит насыщение магнитопровода трансформатора постоянным током тиристора, сохранившего управление, и резкое нарастание .этого тока. На рис 23 приведена осциллограмма тока тиристора в аварийном режиме работы трансформатора ТДФЖ-2002 - тока тиристора от момента отключения цепи управления вторым тиристором фазорегулятора до срабатывания электромагнитного расщепителя защитного автоматического выключателя. Установка по току срабатывания автоматического выключателя 4000 А.
Аварийный режим может возникнуть и во время переходных процессов в трансформаторе, например при возбуждении дуги, если длительность импульсов управления тиристорами недостаточна: при длительности интервала проводимости одного тиристора второй тиристор не может включиться до окончания полуволны тока первого тиристора (полуволновой эффект). Расчет температуры тиристора в аварийном режиме требует наличия осциллограмм аварийного тока.
↑ наверх
Система импульсно-фазового управления (СФУ) тиристорных сварочных трансформаторов
Эта система содержит фазосдвигающее (ФУ) и выходное (ВУ) устройства. Фазосдвигающее устройство осуществляет привязку СФУ к сети переменного тока, от которой питается ТТ, и обеспечивает формирование управляющих импульсов и плавное изменение их фазы относительно напряжения сети. Для управления двумя противофазными тиристорами обычно используется одно ФУ. Импульсы с ФУ на силовые тиристоры поступают не непосредственно, а через усилительное ВУ, которое окончательно формирует импульсы с параметрами, обеспечивающими гарантированное включение любого тиристора данного типа в выбранной силовой схеме ТТ и в заданном диапазоне температур. При этом мощность потерь в цепи управления тиристора не должна превышать допустимого значения.
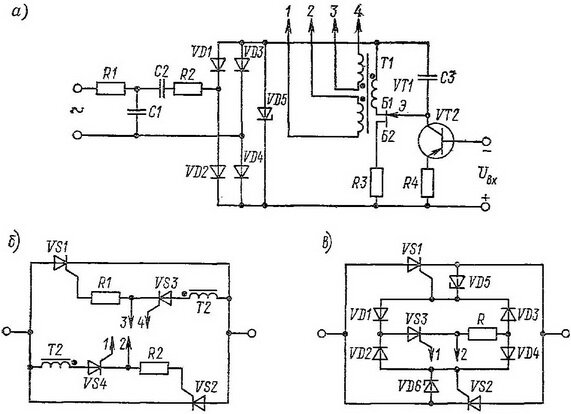
Рис 24. Система импульсно-фазового управления ТТ; а - фазосдвигающее устройство; б, в - выходные устройства
В целом СФУ должна быть помехоустойчивой, надежной, обладать высоким быстродействием, обеспечивать требуемый диапазон изменения фазы импульсов, их симметрию в оба полупериода, необходимые их параметры - амплитуду и длительность.
Примеры реализации элементов СФУ, нашедших широкое применение в отечественных ТТ, показаны на рис 24.
↑ наверх
Работа тиристорного сварочного трансформатора на несимметричную нагрузку
В ряде случаев сварки неплавящимся электродом существует значительное различие напряжений дуги прямой и обратной полярности, что вызывает в сварочной цепи составляющую постоянного тока.
Исследования ТТ с фазорегулятором в цепи вторичной обмотки сварочного трансформатора показали, что при питании дуги несимметричным напряжением, например при сварке алюминиевых сплавов в среде аргона, постоянная составляющая сварочного тока равна 10 - 12 % действующего значения тока, что много ниже, чем в источниках с амплитудным регулированием сварочного тока не оснащенных специальными устройствами подавления постоянной составляющей. Это явление отмечено во всех режимах сварки, кроме близких к полнофазному. Физически небольшая постоянная составляющая тока объясняется наличием в сварочной цепи фазорегулятора, среднее (за период) напряжение на котором может быть отлично от нуля.
↑ наверх
сварочные трансформаторы с механическим регулированием :: сварочные трансформаторы регулируемые подмагничиванием :: тиристорные трансформаторы :: серийные трансформаторы :: подключение и наладка сварочных трансформаторов
Автор: Оборудование для дуговой сварки: Справочное пособие. Л.: 1986. С.М. Белинский, А.Ф. Гарбуль и др.
|

