|
В эту группу источников входят трансформаторы с увеличенным магнитным рассеянием, а именно сварочные трансформаторы с подвижными обмотками и с подвижными магнитными шунтами, и трансформаторы с нормальным магнитным рассеянием, работающие в комплекте с дополнительной реактивной катушкой - дросселем.
Основной признак этой группы источников - наличие подвижных частей - является и основным ее недостатком. На подвижные части регулирующих устройств действуют электромагнитные силы, пульсирующие от нуля до максимума с двойной частотой сети; значение этих сил пропорционально квадрату тока и изменяется с изменением режима работы сварочного трансформатора. Электромагнитные силы вызывают вибрацию подвижных частей регулирующих устройств. Амплитуды колебаний зависят от массы подвижных частей, точности и качества сборки, жесткости крепления и других факторов. Даже при хорошей проработке конструкций и высоком качестве изготовления повышенные вибрации являются основной причиной, ограничивающей срок службы подобных источников.
Другим недостатком этих источников является инерционность регулирования и трудность осуществления дистанционного и программного управления, так как регулирование здесь производится вручную или при помощи сервоприводов.
Однако, несмотря на отмеченные недостатки, эти сварочные трансформаторы получили самое широкое распространение во всем мире как основной источник питания для ручной дуговой сварки штучными электродами из-за малого расхода активных материалов, высоких энергетических и сварочных показателей, простоты и дешевизны конструкций. До настоящего времени в ряде стран (Япония, ФРГ и др.) такие сварочные трансформаторы выпускаются и для автоматической сварки под флюсом. Однако в последние годы из-за ряда отмеченных недостатков, затрудняющих выполнение автоматической сварки, наметилась их замена более совершенными конструкциями.
↑ наверх
Сварочные трансформаторы с подвижными обмотками
Трансформаторы с развитым магнитным рассеянием и подвижными обмотками выполняются с магнитопроводами броневого (рис 7, а, б, в) и стержневого (рис 7, г) типа. Обмотки броневого сварочного трансформатора могут быть цилиндрическими или дисковыми, обмотки стержневого трансформатора, как правило, только дисковые.
Развитое магнитное рассеяние трансформаторов достигается за счет развитой проводимости между стержнями магнитной системы и расположения первичной 1 и вторичной 2 обмоток вдоль стержней 3 магнитопровода на некотором расстоянии друг от друга (рис 7).
Одна из обмоток сварочного трансформатора, обычно первичная, выполняется неподвижной, другая - подвижной. Перемещение подвижной обмотки осуществляется ходовым винтом. Реактивное (индуктивное) сопротивление трансформатора и, следовательно, сварочный ток изменяются при изменении расстояния между обмотками. Полностью сдвинутым обмоткам соответствует минимальное индуктивное сопротивление и, следовательно, максимальный сварочный ток.
В сварочных трансформаторах броневого типа с цилиндрическими катушками подвижная обмотка часто имеет меньшие радиальные размеры и может входить внутрь неподвижной обмотки (рис 7, а, б). При увеличении расстояния между обмотками индуктивное сопротивление возрастает и сварочный ток падает. Для расширения пределов регулирования тока в отдельных конструкциях сварочных трансформаторов наряду с подвижной обмоткой используются небольшие магнитные шунты 4, 5 (рис 7, б). Когда подвижные шунты 5 совмещаются с неподвижными 4, индуктивное сопротивление резко возрастает. Расчеты и эксперименты показали, что все известные модификации трансформаторов броневого типа уступают по удельным расходам активных материалов и по КПД сварочным трансформаторам стержневого типа. Поэтому трансформаторы стержневой конструкции (рис 7, г) получили самое широкое распространение в отечественных сварочных трансформаторах для ручной дуговой сварки.

Рис 7. Конструкции сварочных трансформаторов с подвижными обмотками и упрощенная картина поля рассеяния трансформатора
Эта же конструкция трансформатора с жестко закрепленными, но разнесенными относительно друг друга первичными и вторичными обмотками является основной как для трансформатора с магнитными шунтами, подвижными и управляемыми постоянным током, так и для источников с тиристорным регулированием.
Для сварочного трансформатора с подвижными обмотками характерна некоторая зависимость напряжения холостого хода от расстояния между обмотками. При раздвижении обмоток вследствие рассеяния части основного магнитного потока по воздуху в окне между стержнями напряжение холостого хода снижается на 3-6 % относительно значения, получаемого при сдвинутых обмотках.
Следует отметить, что индуктивное сопротивление в зависимости от расстояния между обмотками изменяется по линейному закону и, следовательно, сварочный ток изменяется обычно пропорционально расстоянию между обмотками. При большом раздвижении обмоток эффективность регулирования тока снижается при непрерывном росте массы магнитопровода. Поэтому большой диапазон плавного регулирования в сварочных трансформаторах с подвижными обмотками нецелесообразен.
Для расширения пределов регулирования тока при ограничении массы магнитопровода применяется плавно-ступенчатое регулирование путем одновременного переключения числа витков первичной и вторичной обмоток с сохранением постоянства коэффициента трансформации или с некоторым его снижением в диапазоне малых токов.
Схемы сварочных трансформаторов с плавно-ступенчатым регулированием приведены на рис 8, а, б, в. На рис 8, г представлены регулировочные характеристики трансформаторов, т, е. зависимости вторичного (сварочного) тока от расстояния между обмотками.
Необходимым условием плавно-ступенчатого регулирования является стыковка между двумя диапазонами тока. ГОСТ 95-77 допускает небольшой разрыв токов при переходе с одного диапазона на другой - не более 7,5 %.
Две ступени регулирования для сварочного трансформатора по схеме рис 8,а соответствуют параллельному или последовательному соединению катушек обмоток на разных стержнях. При этом напряжение холостого хода не изменяется, а индуктивное сопротивление обмоток изменяется в четыре раза. Регулировочные характеристики этого трансформатора для двух ступеней регулирования приведены на рис 8,г (кривые 1 и 2). Чтобы получить стыковку между двумя диапазонами токов в этом сварочном трансформаторе, необходимо иметь кратность регулирования не менее 1 к 4 в каждом диапазоне токов. При этом общая кратность регулирования тока составляет 1 к 16. Такое глубокое регулирование тока на практике не используется.
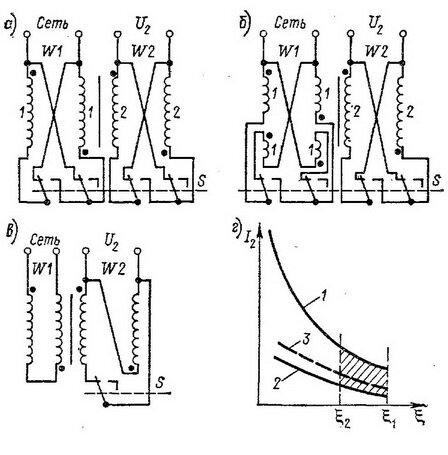
Рис 8. Схемы сварочных трансформаторов с плавно-ступенчатым регулированием (а, б, в) и регулировочные характеристики трансформаторов (г)
Для уменьшения высоты магнитопровода, массы и габаритов трансформатора в целом во ВНИИЭСО разработана схема трансформатора (рис 8, б) с частичным отключением витков катушек первичной обмотки при переходе с параллельного их соединения на последовательное. Напряжение холостого хода в диапазоне малых токов повышается, что благоприятно сказывается на стабильности горения дуги. На рис 8, г регулировочные характеристики 1 и 3 соответствуют схеме сварочного трансформатора с частичным отключением витков.
Чтобы получить перекрытие ступеней токов, достаточно раздвигать обмотки на расстояние, как у сварочных трансформаторов по схеме рис.8,а. Габариты магнитопровода при этом могут быть снижены на 20-25 %.
На рис 8, в приведена схема трансформатора, в котором катушки первичной обмотки включены последовательно. Катушки вторичной обмотки на ступени больших токов включены параллельно, а при переходе на ступень малых токов одна катушка вторичной обмотки отключается. При этом в конкретных конструкциях сварочных трансформаторов (переносные сварочные трансформаторы ТД-102, ТД-306) с учетом поля рассеяния, замыкающегося на металлический кожух, индуктивное сопротивление сварочного трансформатора изменяется примерно в два раза.
↑ наверх
Индуктивное сопротивление сварочного трансформатора
При расчете сварочного трансформатора к числу основных исходных данных относятся пределы регулирования сварочного тока, которые непосредственно связаны с индуктивным сопротивлением трансформатора. Максимальному сварочному току соответствует минимальное индуктивное сопротивление xmin (обмотки полностью сдвинуты), минимальному сварочному току - максимальное хmах (обмотки раздвинуты).
Рассмотрим картину магнитного поля рассеяния сварочного трансформатора стержневого типа (рис 7, д), справа на рисунке показана эпюра магнитодвижущих сил трансформатора. Реальное поле рассеяния трансформатора можно представить как сумму трех составляющих: поля рассеяния в лобовых частях обмоток поля рассеяния в окне сварочного трансформатора в зоне катушек и поля рассеяния в зазоре между обмотками. Поле уже при небольшом расстоянии от обмоток е большой степенью точности может быть представлено как плоскопараллельное поле; при этом можно считать, что магнитные силовые линии поля замыкаются по воздуху между стержнями магнитной системы в плоскостях, перпендикулярных осям стержней.
↑ наверх
Элементы расчета трансформатора
Исходными данными при расчете являются расчетная мощность сварочного трансформатора, продолжительность нагрузки, номинальный ток и пределы его регулирования, номинальное рабочее напряжение, напряжение холостого хода и тепловой режим, на который рассчитывается трансформатор (класс изоляции обмоток).
В последние годы созданы методики машинного расчета оптимальной геометрии сварочного трансформатора с учетом его регулировочных свойств, однако эти методики еще несовершенны, так как не учитывают постоянство теплового режима для всех просчитываемых вариантов. Поэтому до настоящего времени расчет ведется методом последовательных приближений. Предварительно определяются основные геометрические размеры трансформатора, а потом производится поверочный расчет всех заданных величин, и в первую очередь индуктивного сопротивления; затем уточняются геометрические размеры и т. д,
При плавно-ступенчатом регулировании поверочный расчет индуктивных сопротивлений и пределов регулирования тока производится для обоих ступеней (диапазонов).
↑ наверх
Сварочные трансформаторы с подвижными магнитными шунтами
Трансформаторы с развитым магнитным рассеянием и подвижными магнитными шунтами выполняются на магнитопроводах стержневого типа и имеют дисковые обмотки.
Обмотки трансформатора (рис 10, а, б) расположены симметрично на двух стержнях магнитопровода 3. В канале между первичными 1 и вторичными 2 обмотками установлен магнитный шунт 4, Между шунтом и стержнями магнитопровода имеются воздушные зазоры б.
Возможны два варианта взаимного расположения первичной и вторичной обмоток относительно шунта, а именно полное или частичное разнесение. При полном разнесении первичные вторичные обмотки расположены по разные стороны шунта (рис, 8.10, а). При частичном разнесении (рис 10, б) вторичная обмотка состоит из двух секций - основной 2 с числом витков ω20 и дополнительной 5 с числом витков ω2д, причем дополнительная обмотка размещена в зоне первичной обмотки 1 и имеет с ней хорошую электромагнитную связь. Справа на рис 10, б представлена эпюра магнитодвижущих сил такого сварочного трансформатора.
Рис 10. Конструкции трансформаторов с подвижными магнитными шунтами и схемы соединения обмоток
Как показывает опыт, сварочный трансформатор с полностью разнесенными обмотками целесообразно выполнять только на небольшие мощности - на токи до 200-250 А. Для дальнейшего увеличения тока приходится снижать числа витков первичных и вторичных обмоток. При этом нарушается оптимальное соотношение расхода обмоточных материалов и стали, трансформатор становится «стальным», его масса растет.
Дополнительные витки вторичной обмотки незначительно увеличивают индуктивное сопротивление сварочного трансформатора и позволяют создать оптимальную по массе и пределам регулирования конструкцию.
В трансформаторах с частичным разнесением обмоток для получения двух диапазонов регулирования обычно изменяют степень разнесения обмоток. Полному разнесению обмоток соответствует диапазон малых токов.
Новая, наиболее рациональная схема соединения обмоток представлена на рис 10, в. Диапазону больших токов соответствует параллельное соединение катушек вторичной обмотки. При переходе на диапазон малых токов дополнительные катушки 5 отключаются, а основные катушки 2 включаются последовательно; переход на диапазон малых токов сопровождается увеличением напряжения холостого хода.
При переходе с одного диапазона токов на другой в сварочном трансформаторе с шунтом не требуется переключения витков первичной обмотки, что положительно сказывается на надежности трансформатора.
Плавное регулирование тока в сварочном трансформаторе осуществляется перемещением магнитного шунта вручную или сервоприводом. При полностью вставленном в окно шунте магнитная проводимость для потока рассеяния и, следовательно, индуктивное сопротивление сварочного трансформатора максимальны, сварочный ток при этом минимален. При выдвижении шунта из окна магнитопровода магнитная проводимость уменьшается и сварочный ток растет.
Зависимость индуктивного сопротивления х от положения шунта показана на рис, 8.10, г. Скорость снижения x при выдвижении шунта вначале постоянна, а затем уменьшается, стремясь к нулю. При выходе шунта за пределы окна магнитопровода изменение х относительно невелико.
Магнитный шунт при выходе из окна магнитопровода испытывает максимальное осевое электромагнитное усилие, втягивающее шунт в окно магнитопровода и вызывающее его вибрацию. Для снижения вибрации применяются тугие направляющие, по которым перемещается шунт, или шунт снабжается пружинами, отжимающими его к одной стороне магнитопровода или устанавливающими его в окне с некоторым перекосом. Вибрация магнитного шунта значительно уменьшается, если его разделить на две равные части и регулирование тока производить, перемещая части шунта из окна в противоположные стороны. В этом случае осевые усилия, действующие на шпунты, направлены навстречу друг другу.
↑ наверх
Индуктивное сопротивление сварочного трансформатора с подвижными магнитными шунтами
Трансформатор с выдвинутым магнитным шунтом почти полностью аналогичен трансформатору с подвижной обмоткой. Однако наличие выдвинутого магнитного шунта несколько влияет на характер поля рассеяния, в результате чего индуктивное сопротивление такого трансформатора на 20-30 % выше, чем у подобного сварочного трансформатора с разнесенными обмотками без шунта.
Рис 11. Сварочный трансформатор с дросселями с воздушным зазором
Трансформаторы с подвижными шунтами, выполненные по схеме рис 10, в, не уступают по массе и энергетическим показателям трансформаторам с подвижными обмотками. Эти сварочные трансформаторы не имеют узла низкой надежности - переключателя в первичной цепи. Однако они не нашли у нас широкого распространения из-за несколько большей трудоемкости их изготовления.
↑ наверх
Трансформаторы с дросселями с воздушным зазором
Дроссели обычно устанавливаются во вторичных цепях силового сварочного трансформатора. Трансформатор, работающий в комплекте с дросселем, является обычным понижающим силовым сварочным трансформатором с нормальным рассеянием и имеет жесткую внешнюю характеристику.
Регулирование индуктивного сопротивления дросселя, а следовательно, и сварочного тока принципиально может осуществляться ступенчато - изменением числа витков обмотки (рис 11, а) и плавно - изменением воздушного зазора в магнитопроводе дросселя (рис 11, б).
Регулирование по первому способу, несмотря на сравнительно более высокую надежность, практического применения не нашло. Это связано с необходимостью в большом числе отводов на обмотке для плавного регулирования и с плохим использованием активных материалов дросселя при данном способе регулирования. В номинальном режиме работы дроссель рассчитан на неполное число витков и уменьшение тока осуществляется введением дополнительных витков, вызывающих рост расчетной мощности дросселя.
Регулирование по второму способу имело у нас достаточно широкое распространение. Дроссель с регулируемым воздушным зазором выполняется отдельно на собственном магнитопроводе или совместно с трансформатором на общей магнитной системе.
Сварочный трансформатор (рис 11, в, г) содержит первичную обмотку 1, вторичную обмотку 2, магнитопровод 3, обмотку дросселя 4 и подвижный пакет дросселя 5. Обычно обмотка дросселя (Wдр на рис 11, е) включается встречно со вторичной обмоткой трансформатора W2. При нагрузке поток обмотки дросселя в среднем ярме направлен встречно потоку трансформатора. Индукция и потери в среднем ярме при таком соединении уменьшаются, появляется возможность несколько снизить его сечение по сравнению с нижним ярмом.
Регулирование тока в сварочном трансформаторе производится подвижным пакетом дросселя. С увеличением воздушного зазора б индуктивное сопротивление трансформатора снижается и сварочный ток растет. В результате действия электромагнитных сил подвижный пакет дросселя подвержен вибрациям, особенно значительным при малом зазоре б. Вибрации могут вызвать поломки в подвижном механизме, а также нарушение изоляции обмоток.
По массе такие сварочные трансформаторы уступают трансформаторам с подвижными обмотками и подвижными шунтами. Выпуск их в настоящее время во всем мире практически прекращен.
↑ наверх
сварочные трансформаторы с механическим регулированием :: сварочные трансформаторы регулируемые подмагничиванием :: тиристорные трансформаторы :: серийные трансформаторы :: подключение и наладка сварочных трансформаторов
Автор: Оборудование для дуговой сварки: Справочное пособие. Л.: 1986. С.М. Белинский, А.Ф. Гарбуль и др.
|









